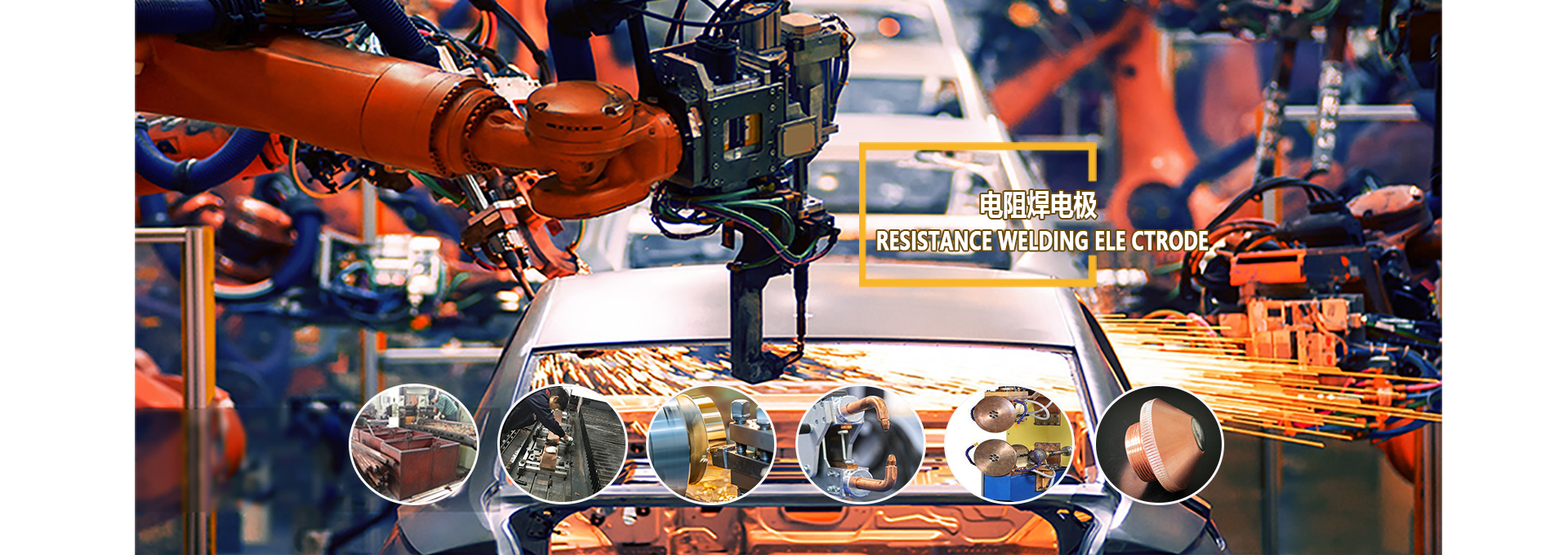



з”өйҳ»з„ҠжҳҜе°Ҷиў«з„Ҡе·Ҙ件еҺӢзј©еңЁжӯЈиҙҹжһҒй—ҙпјҢеҲ©з”ЁеӨ§з”өжөҒеңЁе·Ҙ件дёҺз„ҠжҺҘжҺҘи§Ұйқўй—ҙдә§з”ҹзҡ„з”өйҳ»зғӯпјҢе°Ҷе·Ҙ件жҺҘи§ҰйқўеҠ зғӯиҮіеЎ‘жҖ§жҲ–йғЁеҲҶзҶ”еҢ–зҠ¶жҖҒпјҢ并еңЁеҺӢеҠӣд№ӢдёӢеҪўжҲҗз„ҠзјқжҺҘеӨҙзҡ„з„ҠжҺҘж–№жі•гҖӮжәҗжЎҗе…¬еҸёдё“дёҡз”ҹдә§з”өйҳ»з„Ҡз”өжһҒгҖӮд»ҺеҺҹжқҗж–ҷзҡ„з”ҹдә§пјҢеҲ°жңәжў°еҠ е·ҘжҲҗе“Ғз”өжһҒпјҢжәҗжЎҗеңЁжұҪиҪҰзӮ№з„Ҡжңүе°Ҷиҝ‘20е№ҙзҡ„з»ҸйӘҢгҖӮжҲ‘们еҸҜд»ҘдёҚдҪҶжҸҗдҫӣж ҮеҮҶз”өжһҒпјҢиҝҳеҸҜж №жҚ®е®ўжҲ·зҡ„еӣҫзәёеҠ е·Ҙз”өжһҒгҖӮжҲ‘们擅й•ҝе®ҡеҲ¶зү№ж®Ҡжқҗж–ҷзҡ„жұҪиҪҰзӮ№з„ҠйғЁд»¶зҡ„з„ҠжҺҘйғЁд»¶гҖӮжҲ‘们зҡ„зӣ®ж ҮжҳҜеё®еҠ©е®ўжҲ·зҡ„з”өжһҒ延й•ҝдҪҝз”ЁеҜҝе‘ҪпјҢжҸҗй«ҳз„ҠжҺҘиҙЁйҮҸгҖӮжәҗжЎҗеҗҲйҮ‘дё“дёҡз”ҹдә§еҗ„з§Қи§„ж јзҡ„й’Ёз”өжһҒпјҢй’јз”өжһҒпјҢ镶еөҢз”өжһҒзӯүй«ҳзә§е“ҒиҙЁеҫ®зӮ№з„Ҡз”өжһҒеӨҙ.
з”өйҳ»зӮ№з„ҠжҳҜдёҖз§Қеә”з”Ёе№ҝеӨ§зҡ„иҝһжҺҘжҠҖжңҜгҖӮз„ҠжҺҘиҝҮзЁӢжҳҜеңЁдёҖе®ҡзҡ„еҺӢеҠӣд№ӢдёӢиҝӣиЎҢзҡ„гҖӮеӨ§йҮҸз”өжөҒжөҒиҝҮз”өжһҒй—ҙзҡ„е·Ҙ件гҖӮз”ұдәҺжҺҘи§Ұз”өйҳ»е’Ңз„ҰиҖізғӯзҡ„дҪңз”ЁпјҢеңЁе·Ҙ件д№ӢеҶ…еҪўжҲҗзҶ”жұ пјҢ并дҪҝзҶ”жұ еҶ·еҚҙеҮқеӣәгҖӮе·Ҙ件иҝӣиЎҢиҝһжҺҘпјҢз„ҠжҺҘиҝҮзЁӢзӣёеҪ“еӨҚжқӮпјҢж¶үеҸҠз”өгҖҒзғӯгҖҒжңәжў°е’ҢеҶ¶йҮ‘зҺ°иұЎзҡ„зӣёдә’дҪңз”ЁгҖӮз„ҠжҺҘиҝҮзЁӢд№Ӣдёӯз”өжһҒеӨҙеңЁжҢҒз»ӯжүҝеҸ—з„ҠжҺҘеҺӢеҠӣзҡ„дҪңз”Ёд№ӢдёӢпјҢиҰҒз»ҸеҺҶзҶ”жұ зҡ„еҪўжҲҗдёҺеҶ·еҚҙпјҢејәз„ҠжҺҘе·ҘиүәжқЎд»¶д№ӢдёӢзҶ”жұ иҝҳжҳ“еҸ‘з”ҹйЈһжә…пјҢеқҮдјҡеҜ№з”өжһҒеӨҙз«Ҝйқўе°әеҜёгҖҒеҪўзҠ¶еҸҠиЎЁйқўиҙЁйҮҸйҖ жҲҗеҪұе“ҚпјҢдҪҝз”өжһҒеӨҙз«ҜйқўеҠ йҖҹзЈЁжҚҹзҡ„еҗҢж—¶е…¶з«Ҝйқўе°әеҜёеҸҠеҪўзҠ¶д№ҹдёҚеҶҚж»Ўи¶іж ҮеҮҶиҰҒжұӮпјҢеҪұе“Қз„ҠжҺҘиҙЁйҮҸпјҢеӣ жӯӨиҰҒдҫқжҚ®з„ҠжҺҘжқҗж–ҷеҸҠз„ҠжҺҘе·ҘиүәеҲ¶е®ҡеҗҲзҗҶзҡ„з”өжһҒеӨҙдҝ®зЈЁеҲ¶еәҰгҖӮ
еңЁз„ҠжҺҘзӘ—еҸЈиҜ•йӘҢе’Ңз„ҠжҺҘе·ҘиүәеҲ¶е®ҡиҝҮзЁӢд№ӢдёӯпјҢйңҖиҰҒз»ҸеёёеҜ№з„ҠжҺҘж–№жЎҲиҝӣиЎҢдҝ®ж”№е’ҢйӘҢиҜҒгҖӮеҪ“з„ҠжҺҘж¶үеҸҠи¶…й«ҳзҡ„ејәеәҰй’ўжҲ–й•Җй”Ңдә§е“Ғж—¶пјҢз”өжһҒеүҚйқўе°–зҡ„дёҖз«Ҝзҡ„е®һйҷ…зЈЁжҚҹзҠ¶жҖҒд№ҹжҳҜдёҚдёҖиҮҙзҡ„гҖӮдёәдәҶж»Ўи¶із„ҠжҺҘиҙЁйҮҸиҰҒжұӮпјҢеҮҸе°‘з”өжһҒеӨҙзҡ„ж¶ҲиҖ—пјҢйҷҚдҪҺжҲҗжң¬гҖӮдёҚе»әи®®дҪҝз”Ёж–°зҡ„з”өжһҒеӨҙиҝӣиЎҢзӘ—еҸЈжөӢиҜ•е’Ңе·ҘиүәејҖеҸ‘гҖӮзӣ®еүҚдё»иҰҒеә”з”Ёзҡ„дёӯйў‘зӣҙжөҒз”өз„ҠжңәпјҢеқҮй…ҚзҪ®жңүиҮӘеҠЁдҝ®зЈЁзЁӢеәҸпјҢдҝ®зЈЁеҺӢеҠӣеҸҠдҝ®зЈЁж—¶й—ҙеқҮдёҚеҸҜиғҪдәәдёәжҺ§еҲ¶пјҢж— жі•дҫқжҚ®з”өжһҒеӨҙе®һйҷ…зЈЁжҚҹжғ…еҶөиҝӣиЎҢжңүй’ҲеҜ№жҖ§зҡ„дҝ®зЈЁпјҢеӣәжңүеҸӮж•°зҡ„жһҒеӨҙдҝ®зЈЁзЁӢеәҸйҖҡеёёй»ҳи®Өдёәз”өжһҒеӨҙз«ҜйқўзЈЁжҚҹиҫғдёҘйҮҚж— жі•ж»Ўи¶із„ҠжҺҘе·ҘиүәиҰҒжұӮзҡ„жқЎд»¶д№ӢдёӢиҝӣиЎҢдҝ®зЈЁпјҢдҝ®зЈЁиҝҮзЁӢд№ӢдёӯеҲҮеүҠйҮҸеҫҲеӨ§пјҢеҠҝеҝ…дјҡйҖ жҲҗз”өжһҒеӨҙдҪҝз”ЁеҜҝе‘Ҫзҡ„жҳҺжҳҫйҷҚдҪҺпјҢеӣ жӯӨз»“еҗҲз„ҠжҺҘжқҗж–ҷеҸҠе·ҘиүәдёҚеҗҢпјҢй’ҲеҜ№е®һйҷ…з”өжһҒеӨҙзЈЁжҚҹзҠ¶жҖҒзҡ„дҝ®зЈЁй—®йўҳе°ұеҸҳеҫ—е°ӨдёәеҮёеҮәгҖӮ


 е…іжіЁе®ҳж–№еҫ®дҝЎ
е…іжіЁе®ҳж–№еҫ®дҝЎ